
DF-2000TCEi 简明安装与调试说明
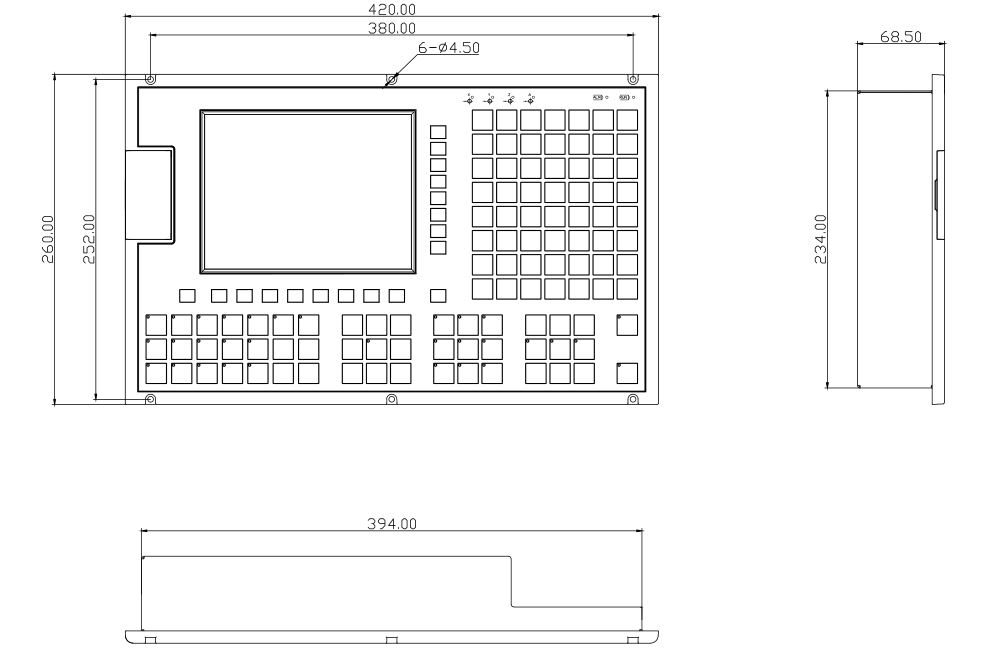
----安装----
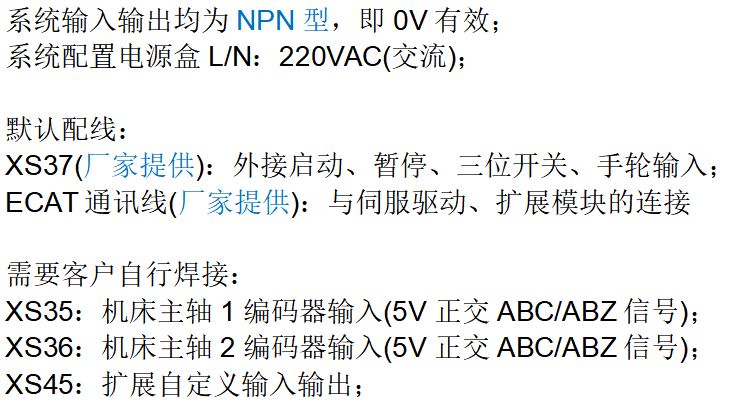
----接口----
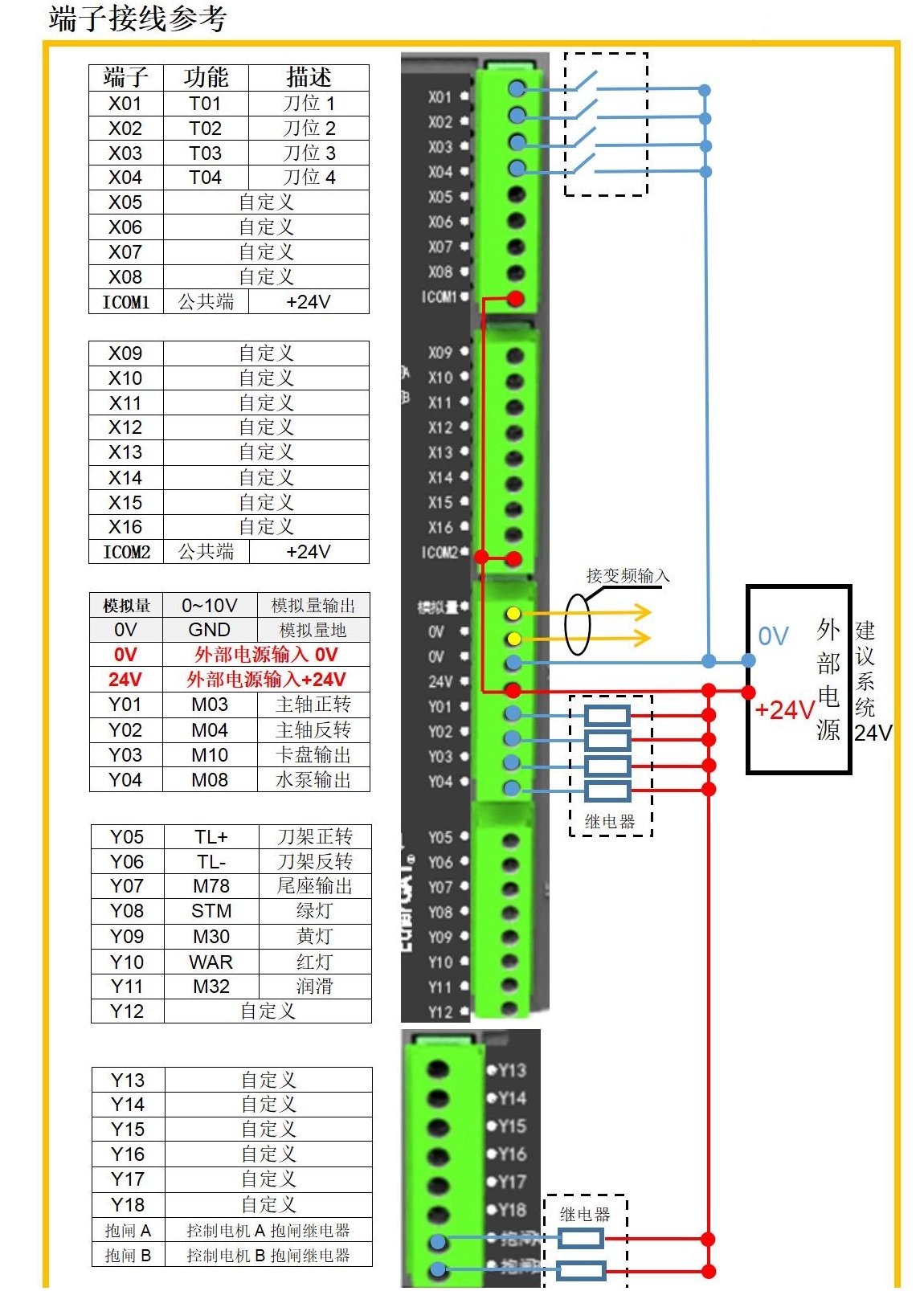
----机床接线定义----
DF-2000TCEi系列数控系统其主板上的PLC输入输出口有限,一般用于辅助面板相关的按钮控制。常用的机床PLC输入输出信号(主轴正反转、水泵、卡盘等)接入与数控系统配套的IO模块。
下面以DF-30EDi带扩展IO的伺服驱动为例进行说明:
----调试流程----
注意:参数修改后需要按复位键保存!
1. 确认驱动等接线是否正确、可靠
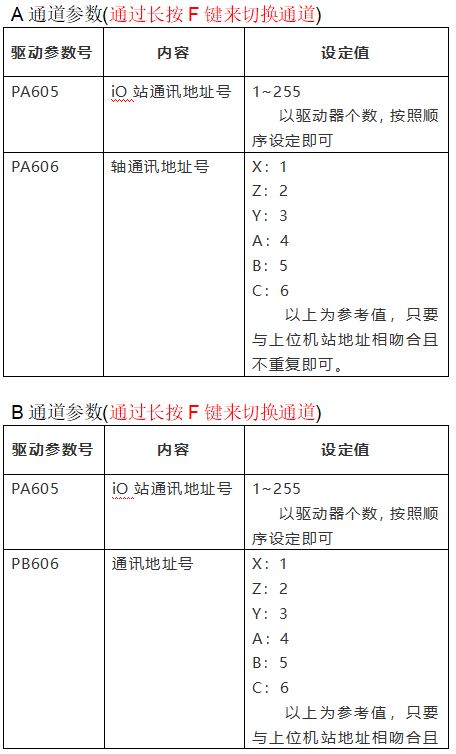
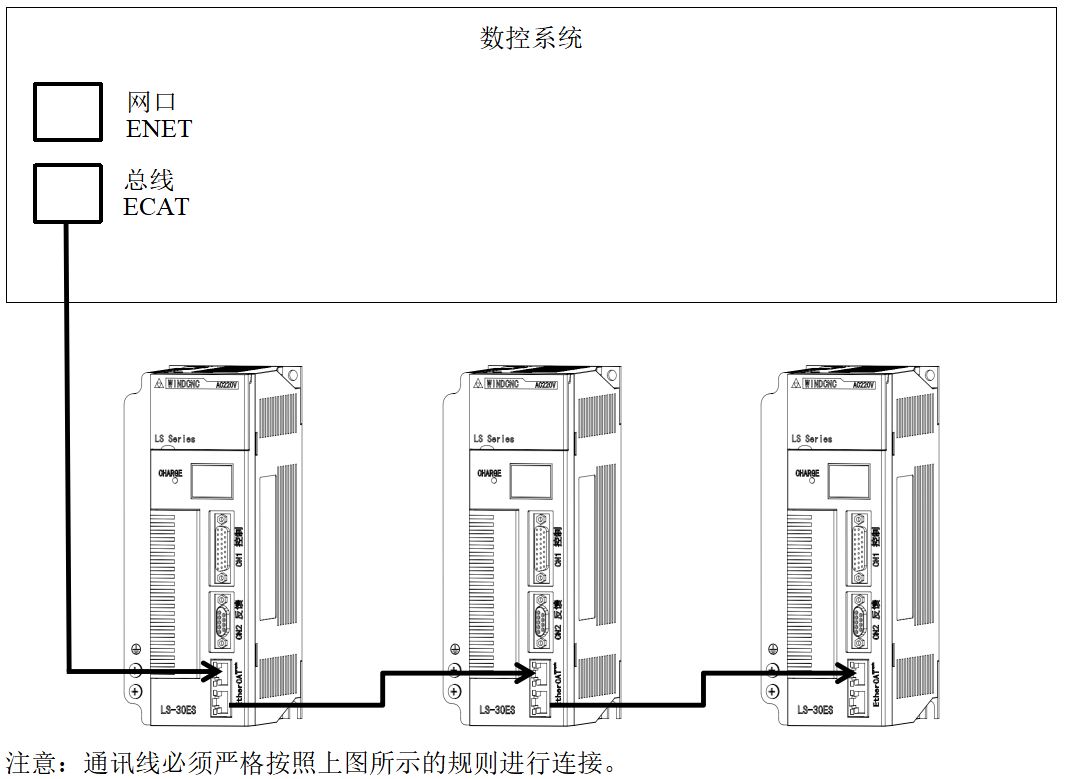
2. 驱动与系统的通讯建立
3. 清除报警
第一次上电调试,系统通常会出现:
报警001:急停1号报警;
解除方法:通过修改系统参数008号位参数。
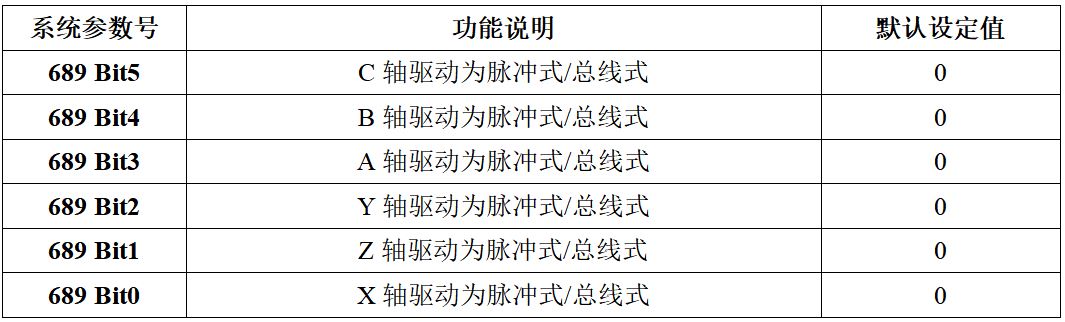
报警224:通讯错误;
解除方法:检测通讯线是否连接好、接线的顺序,插头是否有松动;检查驱动是否存在报警;检查系统参数689是否开放对应驱动的轴连接开关;驱动器地址号是否设定正确。
报警042:未检测到有效刀号;
报警069:刀号或刀补号错误;
解除方法:请检查系统位参数010号Bit0(从左往右最后一位),刀架类型是否设定正确,若系统位置界面,显示的刀具刀补号为T0000,请手动输入T0001后,重启系统。
4. 轴的移动方向
①确定坐标变化与机床托板一致;
● 在位置界面,手动模式下,输入G01 U10 F100 或者G01 W10 F100 进行验证;
● 一般以刀具靠近工件为负方向,远离工件为正方向;
● 若相反则同时修改系统参数007号(电机移动方向)与691号(电机反馈方向),需要关电重启系统;
②确定系统面板的按键方向;
● 若相反则修改系统参数004号,需要关电重启系统;
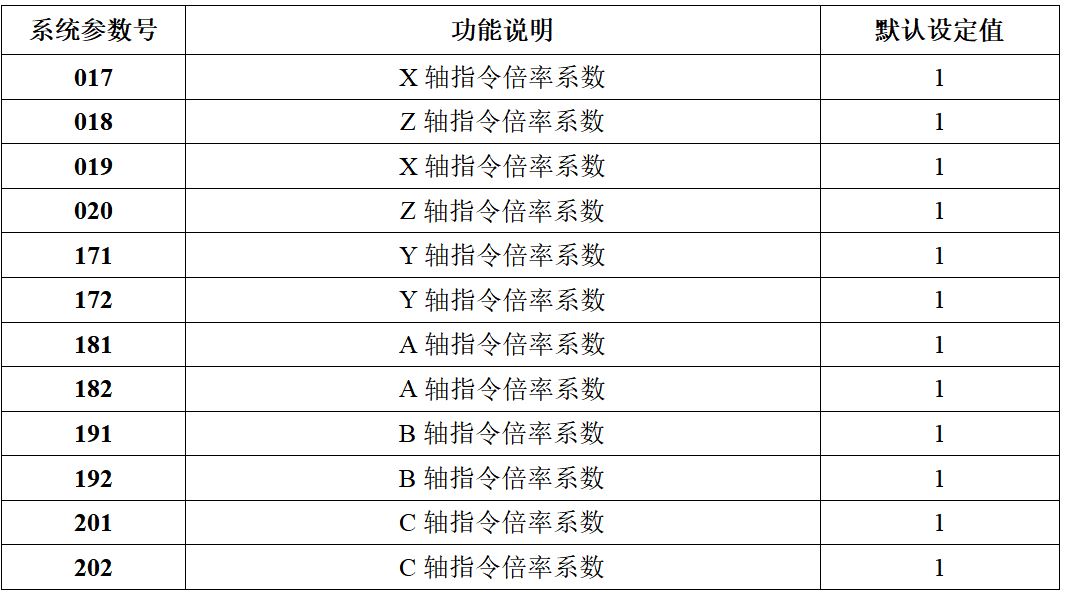
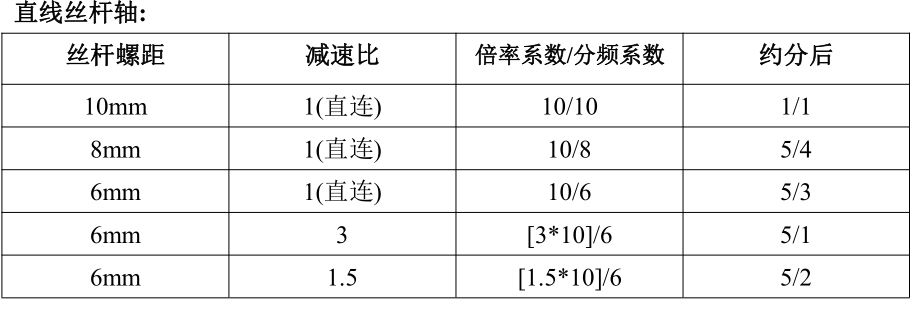
5. 齿轮比设定
6. 软限位设定
1.将系统参数014的Bit2改成1(即从左往右第6位),关闭软限位功能,确报能移动机床;
2.通过手轮等方式将所要设定的轴移动到正向行程极限或负向极限;
3.记下当前机床坐标值;
4.将坐标数值填写到系统参数:
046/047号—X轴
048/049号—Z轴
176/177号—Y轴
186/187号—A轴
举例:X轴正向极限的机床坐标值为40.000,系统参数046则填入40000;
5.将系统参数014的Bit2改成0(即从左往右第6位),开启软限位功能;
6.按复位键保存;
7.通过手轮等方式测试限位功能是否生效;






