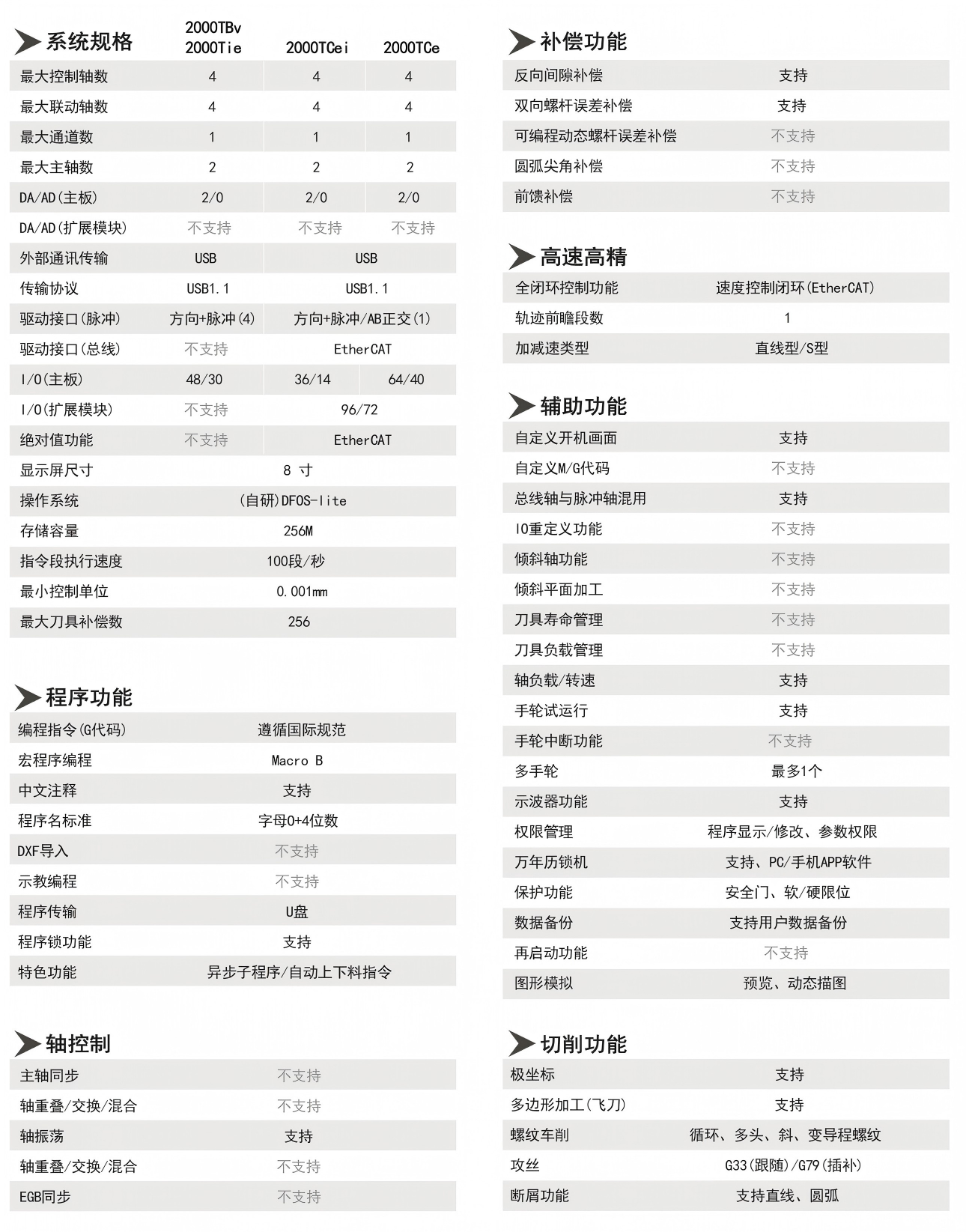
DF-2000Hi/3000Hi 总线式滚齿机数控系统
数控滚齿机系统可以实现任意齿数的加工,采用专用滚齿指令,实现多轴联动滚削直齿、斜齿、圆弧齿、锥齿、花键、蜗轮。
内置专机加工参数设定界面,只需设定对应的齿轮参数即可,操作便捷,降低对操作人员的能力要求。
适用机型:滚齿机等多种机型。
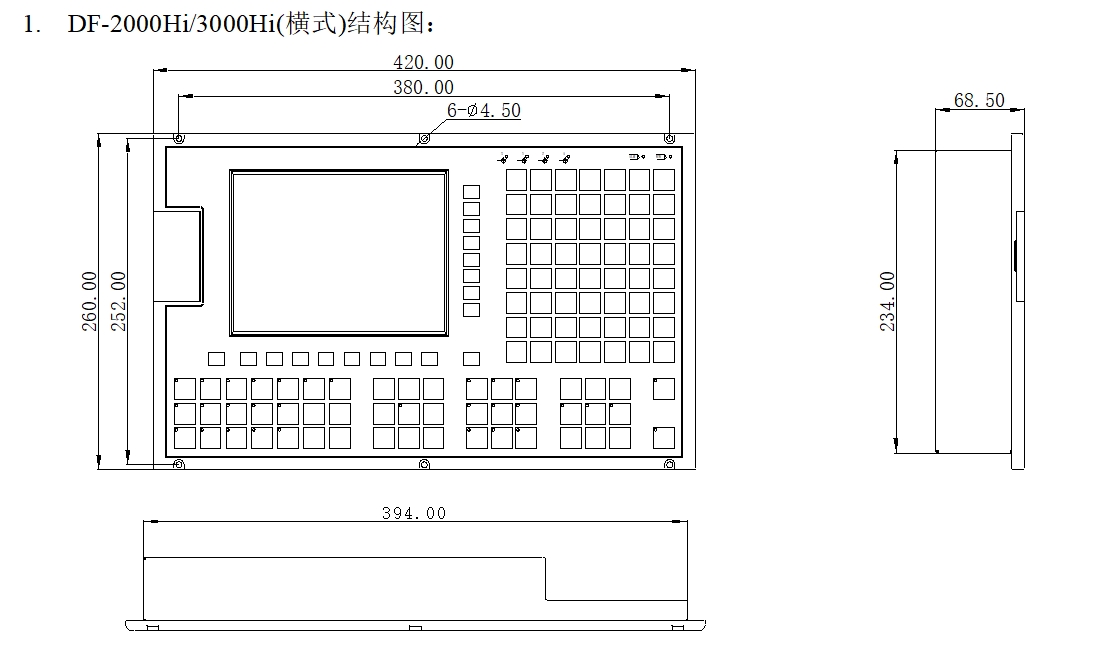
DF-2000Hi 四轴总线型 横式
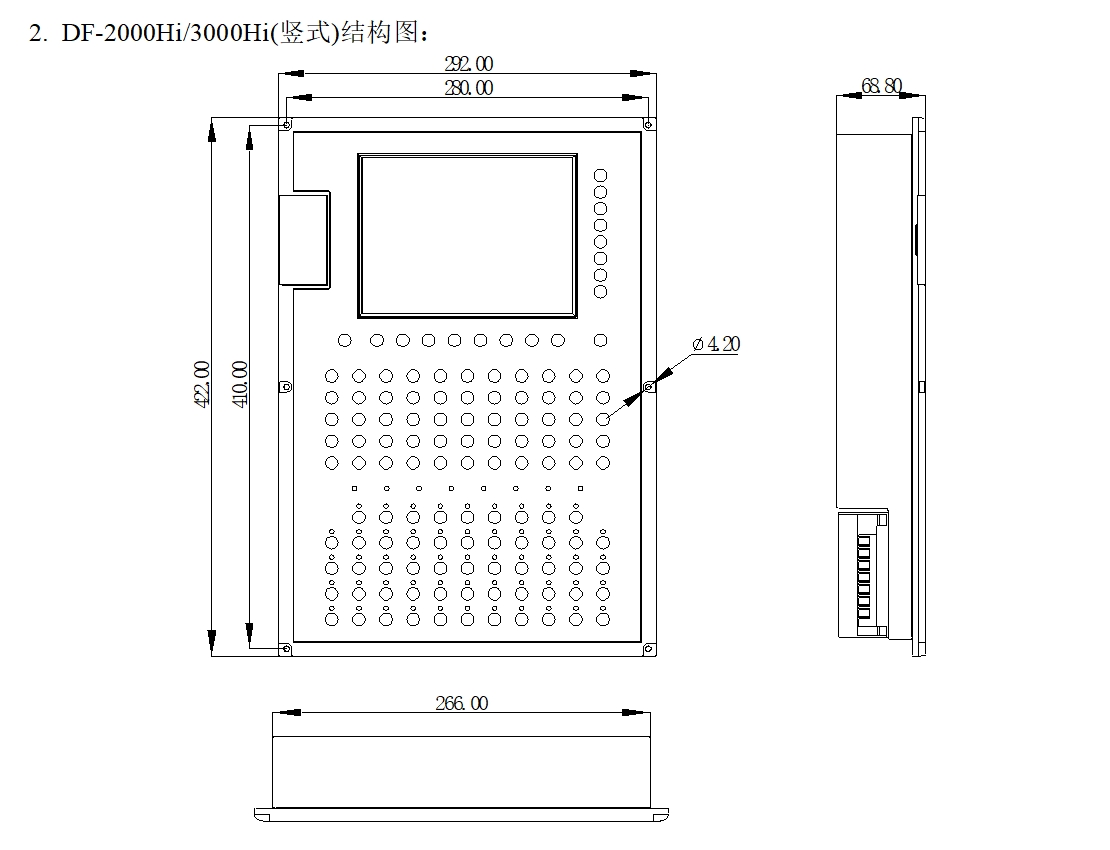
DF-2000Hi 四轴总线型 竖式
DF-3000Hi 六轴总线型 横式
DF-3000Hi 六轴总线型 竖式
● 开放自定义宏变量界面;
● 内置PLC、输入/输出口通过参数定义;
● 操作简单易上手;
● 支持开关量输出指令,开关量输入检测指令;
● 自动送料专用指令;
● 独创的同步子程序功能,加工程序中可通过指令调用指定的后台子程序同步运行,用于后台自动上料等自动化动作;
● 具有一定程度上的自动化功能的二次开发;