DF-21MD系列
DF-21MD是达风数控全新推出的高端数控系统。采用全新的硬件平台,搭载第二代高速高精算法,系统响应更快,加工效果更好,效率更高。并根据用户应用场景,重新设计“以用户为中心” 的操作菜单,优化用户体验,有效提高操作效率。
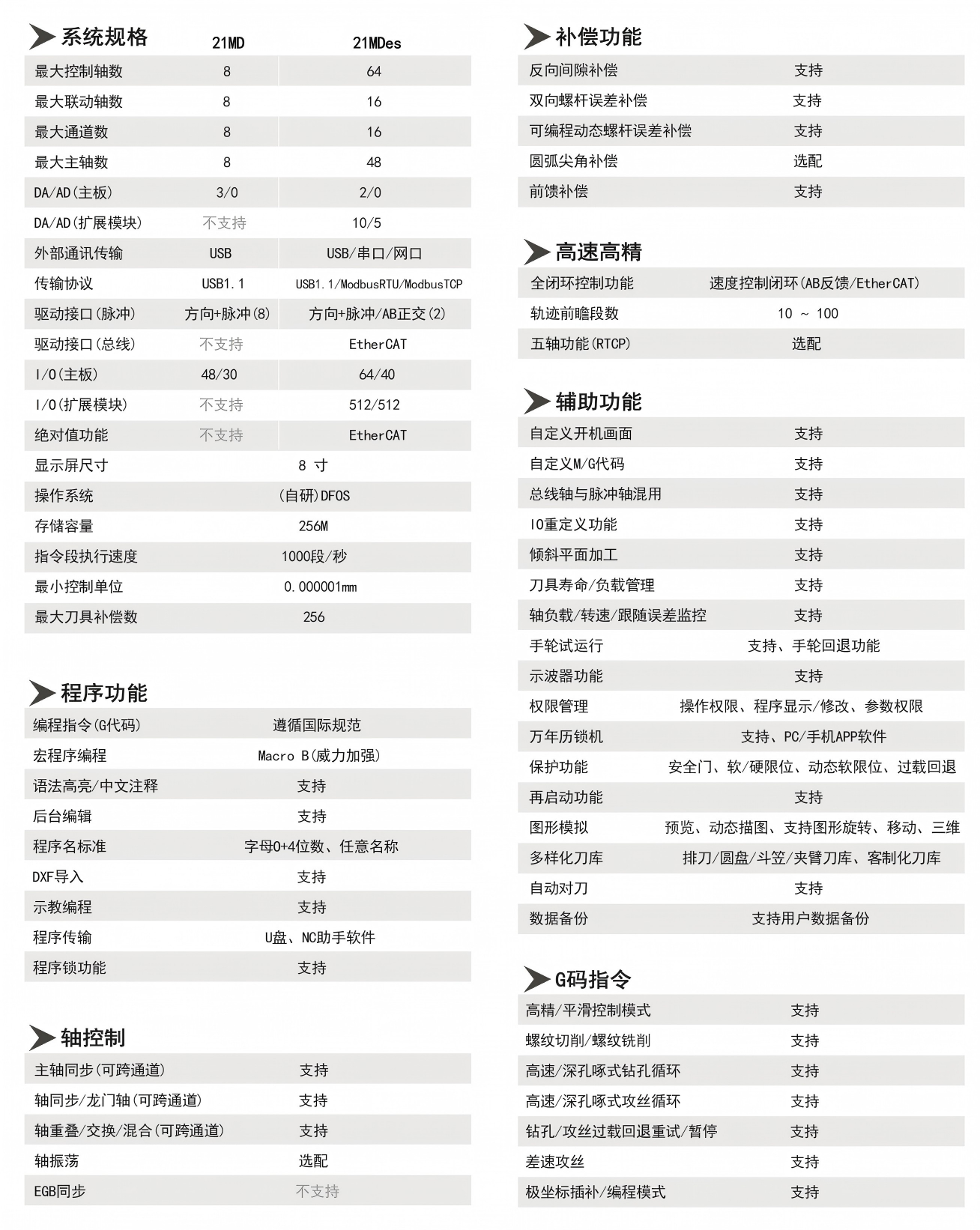
8英寸显示屏,最多可定制8通道,28轴,可以满足不同机型的适配需求。
适用机型:专用机床、加工中心,雕铣机,钻攻中心,钻铣中心等。
DF-21MD(V)(a)(S)
MD:铣削版;
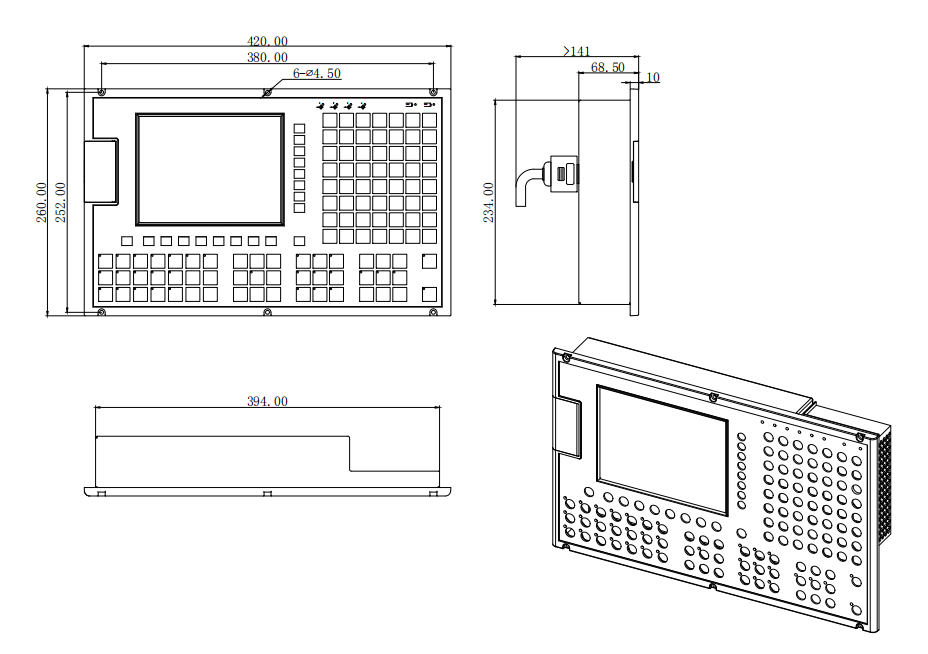
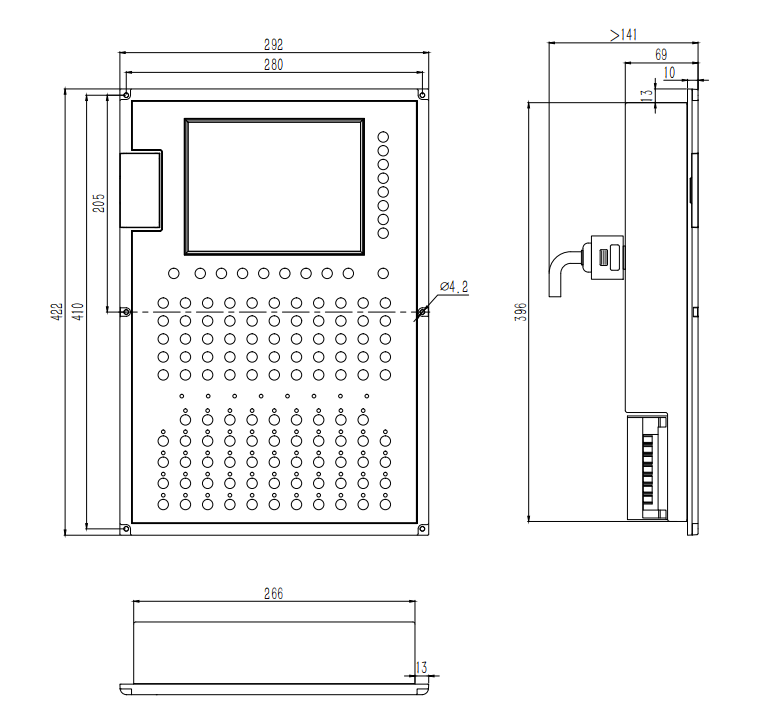
V: 带有V表示竖式结构,不带表示横式结构;
a: 带有a表示5轴(包含5轴)以上,不带表示5轴(不包含)以下;
S: 带有S表示总线型系统,不带有表示脉冲型;
● 搭载高性能CPU,系统速度更快;
● 聚焦用户体验,全新设计软菜单交互逻辑,操作更便捷;
● 升级文件管理和程序编辑功能,可快速预览文件、校验轨迹、提高操作效率;
● 内置加工精度等级,可根据加工产品要求自行调用;
● 自带高级诊断,提高机床加工性能;
● 假想轴、同步轴等高级控制功能;
● 提供断点、断电管理功能,可快速恢复被中断的加工程序;
● 提供开放式PLC功能,提供标准PLC程序,功能齐全,稳定可靠;
● 支持负载率检测、扭矩限制功能,实现过载保护功能;
● 支持多通道扩展、实现多工位控制和桁架机械手等功能;
● 支持串口通讯,开放机床运行数据,助力智能制造。